伞齿轮作为机械传动系统中的关键部件,广泛应用于汽车、机床、航空航天等领域。随着现代制造业对效率要求的不断提高,伞齿轮的快速加工技术日益受到重视。本文将从加工工艺、设备选择和优化措施等方面探讨伞齿轮的高效加工方法。
一、伞齿轮加工工艺概述
伞齿轮加工主要分为传统加工和数控加工两大类。传统加工方法包括铣齿、刨齿等工艺,而现代加工则更多采用数控铣齿、数控滚齿等高效方法。其中,五轴联动数控机床的应用显著提升了加工效率和精度。
二、快速加工关键技术
1. 刀具选择与优化:采用硬质合金或涂层刀具,合理设计刀具几何参数,可大幅提高切削速度和使用寿命。
2. 切削参数优化:通过实验和仿真确定最佳切削速度、进给量和切削深度组合,在保证质量的前提下最大化效率。
3. 夹具设计:专用夹具可实现快速定位和装夹,减少辅助时间。
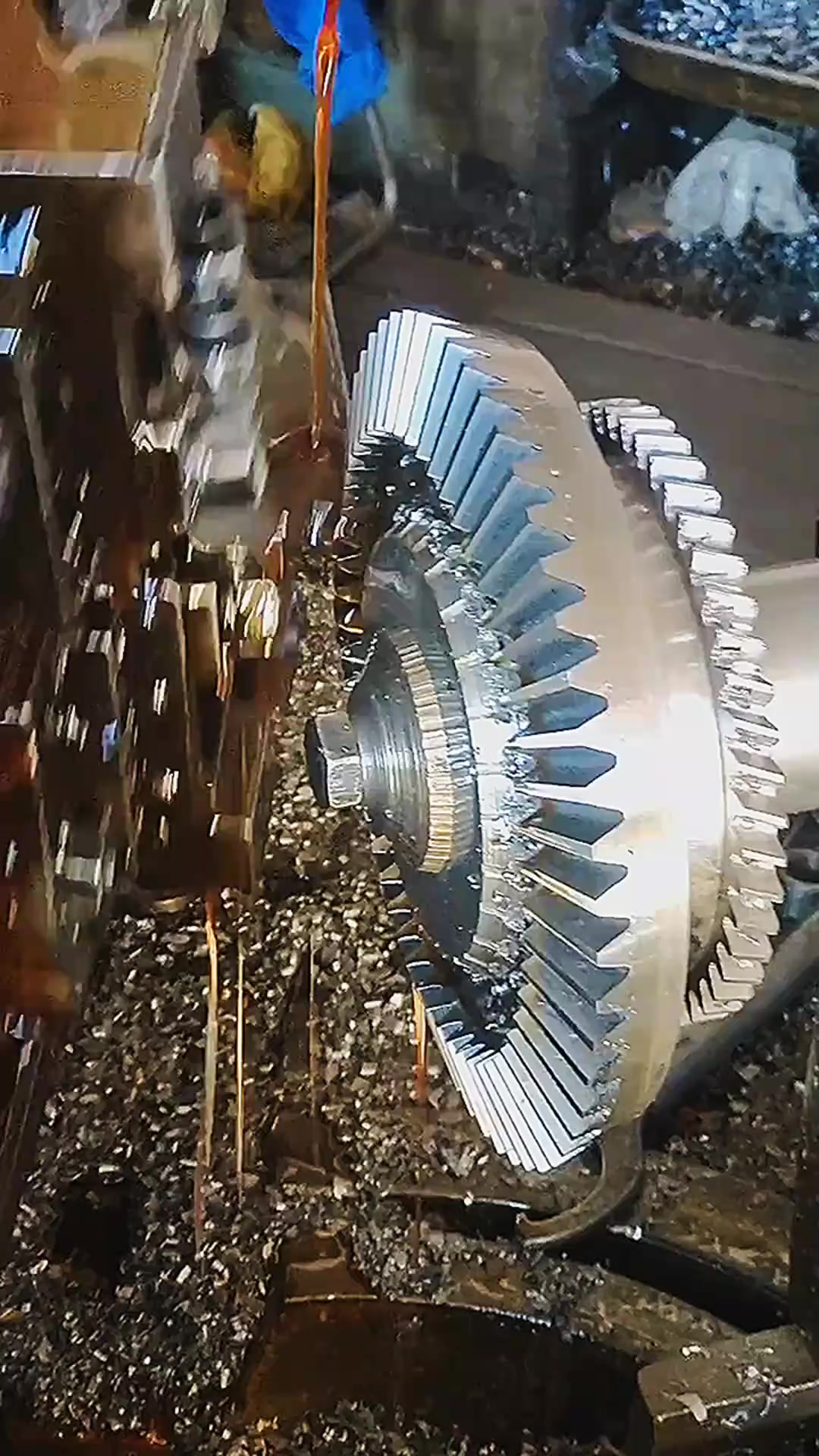
4. 冷却润滑:采用高压冷却系统,有效降低切削温度,延长刀具寿命。
三、工艺优化措施
1. 预处理工艺:通过精密锻造或近净成形工艺减少加工余量。
2. 加工路径优化:利用CAM软件生成最优刀具路径,避免空行程。
3. 在线检测:集成测量系统,实时监控加工质量,减少返工。
4. 自动化集成:采用机器人上下料,实现连续生产。
四、发展趋势
随着智能制造技术的发展,伞齿轮加工正朝着数字化、智能化方向发展。基于大数据的工艺参数优化、自适应控制系统以及数字孪生技术的应用,将进一步提升伞齿轮的加工效率和质量。
伞齿轮快速加工需要综合考虑设备、刀具、工艺和自动化等多方面因素。通过采用先进的加工技术和科学的工艺管理,可以实现高质量、高效率的伞齿轮生产,满足现代制造业对传动零部件日益增长的需求。