端面齿轮(Face Gear)作为一种特殊形式的齿轮,广泛应用于航空、机械传动等领域,其加工制造过程涉及精密工艺与技术。下面将详细阐述端面齿轮的加工制造过程,并介绍相关专业术语。
一、端面齿轮加工制造的详细过程
1. 设计与准备阶段:首先根据传动需求进行齿轮设计,确定模数、齿数、压力角等参数,并选择适当的材料(如合金钢)。利用CAD软件绘制齿轮三维模型,并通过CAM生成加工路径。
2. 毛坯制备:采用锻造或铸造方法制备齿轮毛坯,确保材料内部结构均匀,并进行初步热处理以消除内应力。
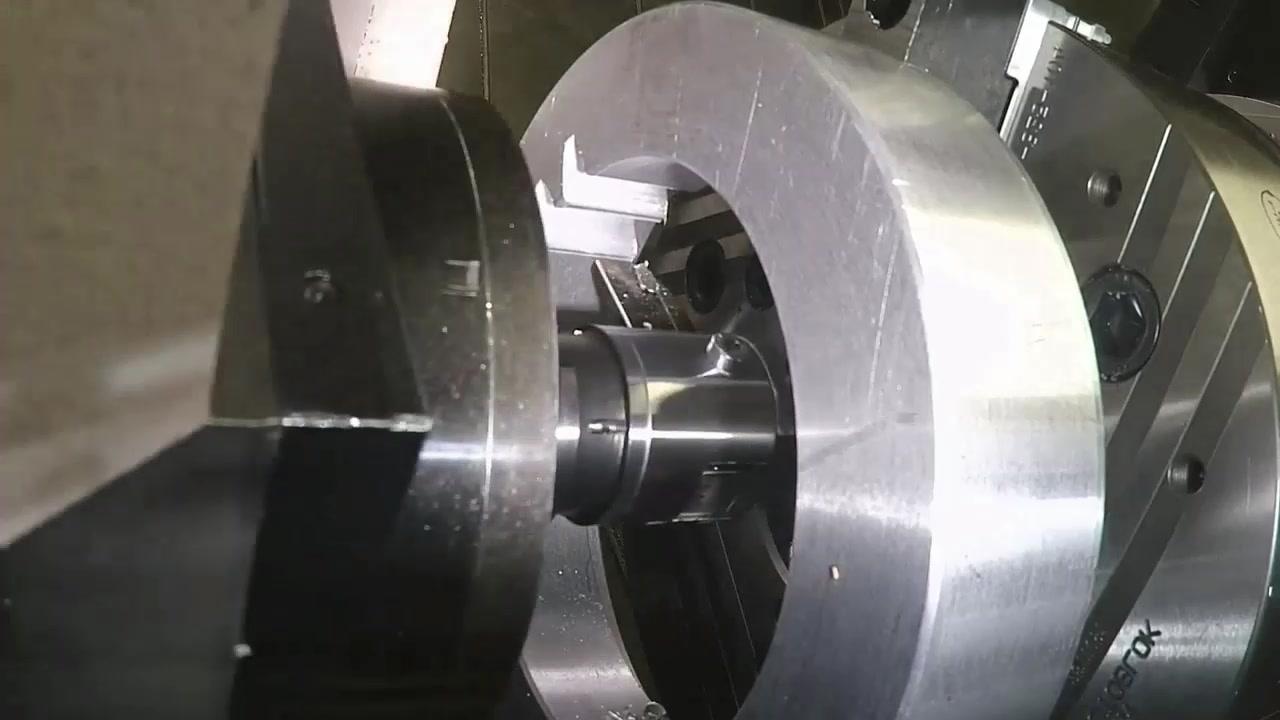
3. 粗加工:使用铣床或车床对毛坯进行外形加工,形成齿轮的基本轮廓。此阶段重点关注端面齿槽的初步开槽,通常采用粗铣刀进行快速去除材料。
4. 精加工:精加工是端面齿轮制造的核心环节,主要包括:
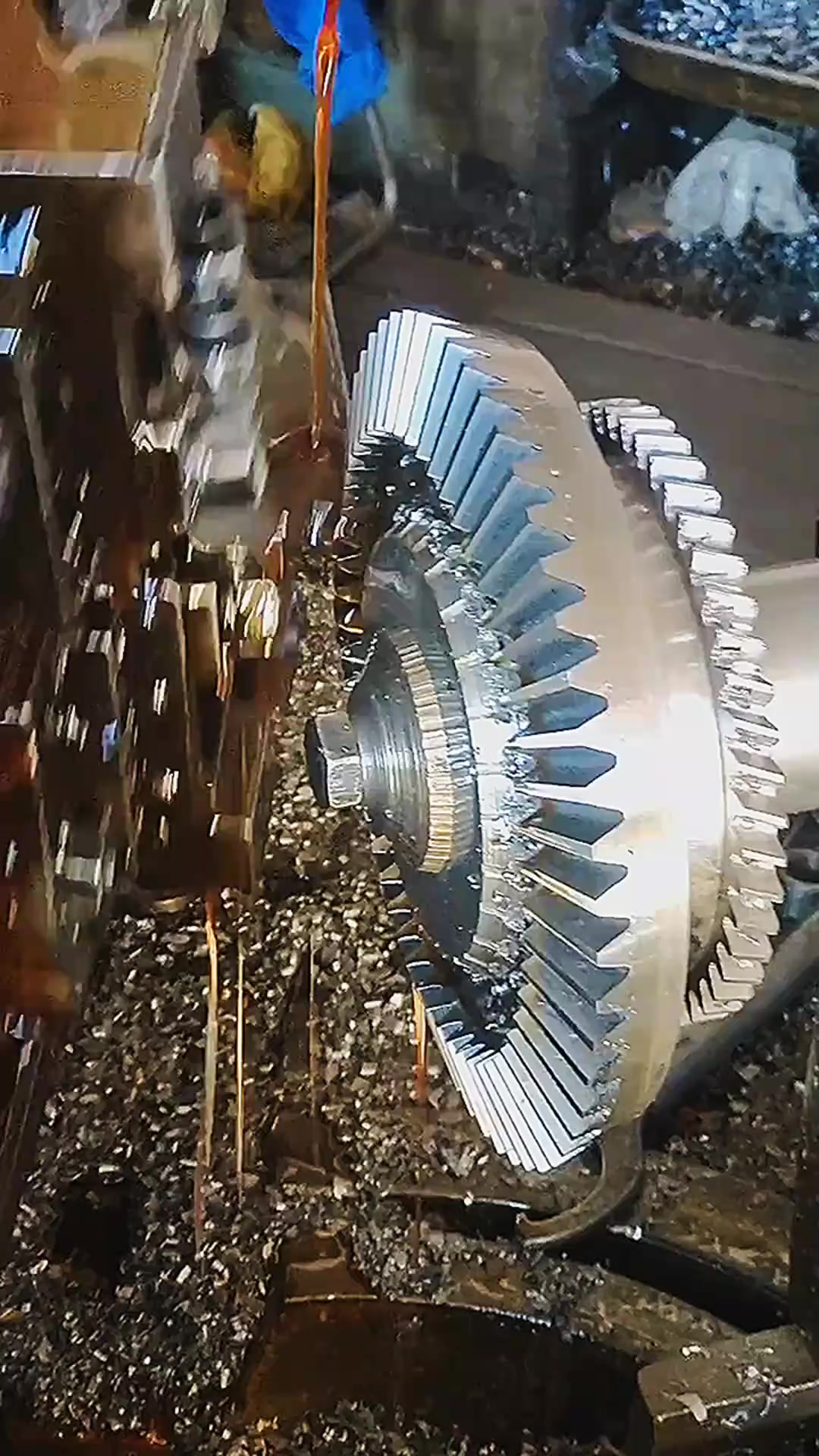
- 齿形加工:采用专用齿轮铣床或插齿机,通过成形法或展成法精确加工齿形。对于端面齿轮,常使用端面铣刀或数控加工中心,沿齿槽逐齿切削,确保齿面精度与光洁度。
- 热处理:加工后的齿轮进行渗碳淬火或氮化处理,提高表面硬度和耐磨性,然后进行低温回火以稳定组织。
5. 精整与检测:通过磨齿或珩齿工艺对齿面进行精整,消除热处理变形。最后使用齿轮测量仪检测齿形误差、齿距偏差和端面跳动等参数,确保符合设计标准。
6. 装配与测试:将加工完成的端面齿轮与配对齿轮组装,进行空载和负载测试,验证传动平稳性和噪音水平。
二、专业术语解析
1. 端面齿轮(Face Gear):齿形分布于端面上的齿轮,其齿线呈放射状,常用于相交轴传动。
2. 模数(Module):表示齿轮齿大小的参数,定义为齿距与圆周率的比值,是设计中的基础尺寸。
3. 压力角(Pressure Angle):啮合时齿面受力方向与节圆切线的夹角,影响传动效率和齿强度。
4. 展成法(Generating Method):通过模拟齿轮啮合运动加工齿形的方法,如插齿或滚齿,适用于高精度齿轮。
5. 热处理(Heat Treatment):包括淬火、回火等工艺,旨在改善齿轮材料的机械性能。
6. 齿形误差(Tooth Profile Error):实际齿形与理论齿形的偏差,是衡量齿轮精度的重要指标。
7. 端面跳动(Face Runout):齿轮端面在旋转时的轴向偏差,影响传动稳定性。
端面齿轮加工是一个集设计、材料处理、精密加工与检测于一体的复杂过程。掌握专业术语有助于深入理解工艺要点,确保齿轮性能满足工业应用需求。随着数控技术和新材料的发展,端面齿轮制造正朝着更高精度、高效率的方向演进。